Все для
зварювання:
ЕЛЕКТРОДИ, ДРІТ, МАНОМЕТРИ ТА КОМПЛЕКТУЮЧІ





Контрольно-вимірювальні манометри виробництва «Склоприлад»
Манометр ДМ 05-МП-ЗУ загального призначення
ГОСТ 2405-88
ТУ 33.2-14307481-031:2005
Застосовується для вимірювання надлишкового тиску рідин, газів і пари.
Корпус - сталь, чорний колір.
Скло - технічне.
Механізм - мідно-латунний сплав.
Ступінь захисту - ІР40.
Експлуатація в діапазоні від -40 до 150 ° С.
На склі є вказівник максимального тиску "регульований покажчик".

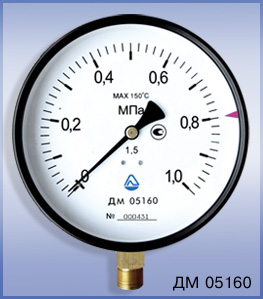
Манометри ДМ 05
ТУ У 33.2-14307481-031:2005
ГОСТ 2405-88
Застосовується для вимірювання надлишкового тиску рідин, газів і пари.
Корпус - сталь, чорний колір.
Скло - технічне.
Механізм - мідно-латунний сплав.
Ступінь захисту - ІР40.
Експлуатація в діапазоні від -40 до 150 ° С.
Манометри можуть комплектуватися фланцем.
Фланець кріпиться до приладу без розбирання манометра, не порушуючи цілісності механізму.

Манометри ДМ 05
для ацетилену (С2Н2)
для кисню (О2)
ГОСТ 2405-88
Застосовується для вимірювання надлишкового тиску в системах генерування та розподілу ацетилену і кисню.
Корпус манометра для ацетилену - сталь,білий колір;
корпус манометра для кисню - сталь, синій колір;
Скло - технічне. Механізм - мідно-латунний сплав.
Ступінь захисту - ІР40.
Експлуатація в діапазоні від -40 до 70 ° С.

Манометри з термометром ДМТ
ТУ У 33.2-14307481-031:2005
ГОСТ 2405-88
Застосовується для вимірювання тиску і температури рідин, газів і пари.
Корпус - сталь, чорний колір, хромована сталь.
Скло - технічне.
Механізм - мідно-латунний сплав.
Ступінь захисту - ІР53.
На склі - покажчик максимального тиску (червоний індикатор).

Напороміри ДН 05
ТУ У 33.2-14307481-031: 2005, ГОСТ 2405-88
Застосовується для для вимірювання надлишкового тиску газу.
Корпус - сталь, пофарбована в чорний колір.
Скло - технічне.
Механізм - мідно-латунний сплав (виробництво Німеччина).
Ступінь захисту - ІР53.
Експлуатація в діапазоні від -40 до 70 ° С.

Рукав для газового зварювання
Завжди в наявності кисневі рукава напірні гумові з нитяним каркасом для подачі під тиском ацетилену і кисню до приладів для газового зварювання, діаметром 6 мм та 9 мм, вітчизняних та європейських виробників.

Дріт для зварювання
Дріт
для
зварювання
під флюсом

Дріт
суцільного перерізу для зварювання в захисних газах
- Св-08Г2С-О
- Св-04Х19Н9
- Св-07Х25Н13
- Св-04Х19Н11М3
- Св-10Х16Н25АМ6
- Св-08Г2С полірований( краща якість зварювального шва, менше шкідливих речовин в газах).


Зварювальні електроди виробництва «ПлазмаТек»
Електроди МОНОЛІТ РЦ призначені для ручного дугового зварювання рядових і відповідальних конструкцій з низьковуглецевих марок сталей (Ст 0, Ст 1, Ст 2 всіх груп А, Б, В і всіх ступенів розкислювання – “КП”, “ПС”, “СП”) згідно ГОСТ 380-94 і (05кп, 08кп, 08пс, 08, 10кп, 10пс, 10, 15кп, 15пс, 15, 20кп, 20пс, 20) згідно ГОСТ 1050-88.
Відрізняються легким початковим та повторним запалюванням, м'яким і стабільним горінням дуги, забезпечують малі втрати металу від розбризкування, рівномірне плавлення покриття, відмінне формування маталу шва, легке відділення шлакової кірки. Електроди малочуттєві до якості підготовки кромок, наявності іржі і інших поверхневих забруднень.Прожарювання перед зварюванням: 110-10°С – 25 - 30 хв.
Електроди СТАНДАРТ РЦ призначені для ручного дугового зварювання конструкцій із вуглецевих марок сталей (Ст 0, Ст 1, Ст 2, Ст 3 всіх ступенів розкислення – "КП", "ПС", "СП") згідно ГОСТ 380 і (05кп, 08кп, 08пс, 08, 10кп, 10пс, 10, 15кп, 15пс, 15, 20кп, 20пс, 20) згідно ГОСТ 1050. Можуть застосовуватися для зварювання водопровідних труб, газопроводів малого тиску.

Електроди МР-3 призначені для зварювання конструкцій з низьковуглецевих марок сталей Ст 3, Ст 10, Ст 20 та ін.
Електроди МР-3 забезпечують хороше формування металу шва, високу стійкість металу шва проти утворення пористості і гарячих тріщин.
Електроди УОНІ 13/55 Плазма
Електроди призначені для зварювання відповідальних конструкції і трубопроводів з вуглецевих і низьколегованих сталей, особливо якщо необхідно забезпечить високу стійкість зварних з'єднань проти гарячих тріщин. УОНІ 13/55 Плазма відрізняються високою міцністю метала шва, а також забезпечують отримання металу шва з особливою металургійною чистотою і низьким вмістом водню. Можливість зварювання на змінному струмі виключає дію магнітного дуття.
Зварювальні електроди спеціального призначення
Електроди ЦЛ-11
Призначені для зварювання нержавіючих сталей. Шов володіє підвищеною корозійною стійкістю. Це забезпечується завдяки низькому вмісту газів і різних шкідливих домішок. Рекомендовані при роботі з конструкціями, що мають підвищені вимоги відносно стійкості до утворення міжкристалічної корозії.
Електроди Т-590
зі спеціальним покриттям, призначені для наплавлення
швидкозношуваних деталей, що працюють в умовах переважно абразивного
зношування. Наплавлення в нижньому нахиленому положенні на постійному
струмі прямої полярності.
Електроди ЦЧ-4
Електроди покриті металеві марки ЦЧ - 4 для ручного дугового зварювання та наплавлення чавуну з основним покриттям , що призначені для холоднгої зварювання конструкцій з високоміцного чавуну з кулястим графітом і сірого чавуну з пластинчастим графітом , а також їх з'єднання зі сталлю . Електроди ЦЧ - 4 можуть використовуватися для зварювання пошкоджених деталей і зварювання дефектів у злитках з високоміцного і сірого чавуну і попереднього наплавлення перших одного- двох шарів на зношених чавунних деталях під подальшу наплавку спеціальними електродами.
Електроди Дніпропетровського заводу ланцюгів та електродів БаДМ
Електроди АНО-36 призначені для ручного дугового зварювання рядових і відповідальних конструкцій з низьковуглецевих марок сталей , А Б В і всіх ступенів розкислення " КП" , "ПС " , "СП" ) за ГОСТ 380-94 і ( 05кп , 08 кп , 08 пс , 08 , 10кп , 10 пс , 10,15 кп , 15,20 кп , 20пс , 20 ) за ГОСТ 1050-88 , у всіх просторових положеннях , в тому числі вертикальних швів способом зверху вниз , на постійному струмі прямої і зворотної полярності , а також змінному струмі всіх груп працюють при знижених температурах. Вологість електродів перед зварюванням не більше 0,9 %. Вологі електроди перед зварюванням необхідно прожарити при температурі 110 град. С протягом 25-30 хв. Коефіцієнт наплавлення 9,1-9,4 Г / А год.

ЦУ-5 ТМЛ-1У ТМУ-21У ЦЛ-20 ЦЛ-17
ЦЛ-39 ТМЛ-3У
Електроди для зварювання чавуну і міді
МНЧ-2 ЦЧ-4 ОЗЧ-4 К-100